Утверждено
Приказом Госстроя СССР
от 28 ноября 1983 г. N 372/л
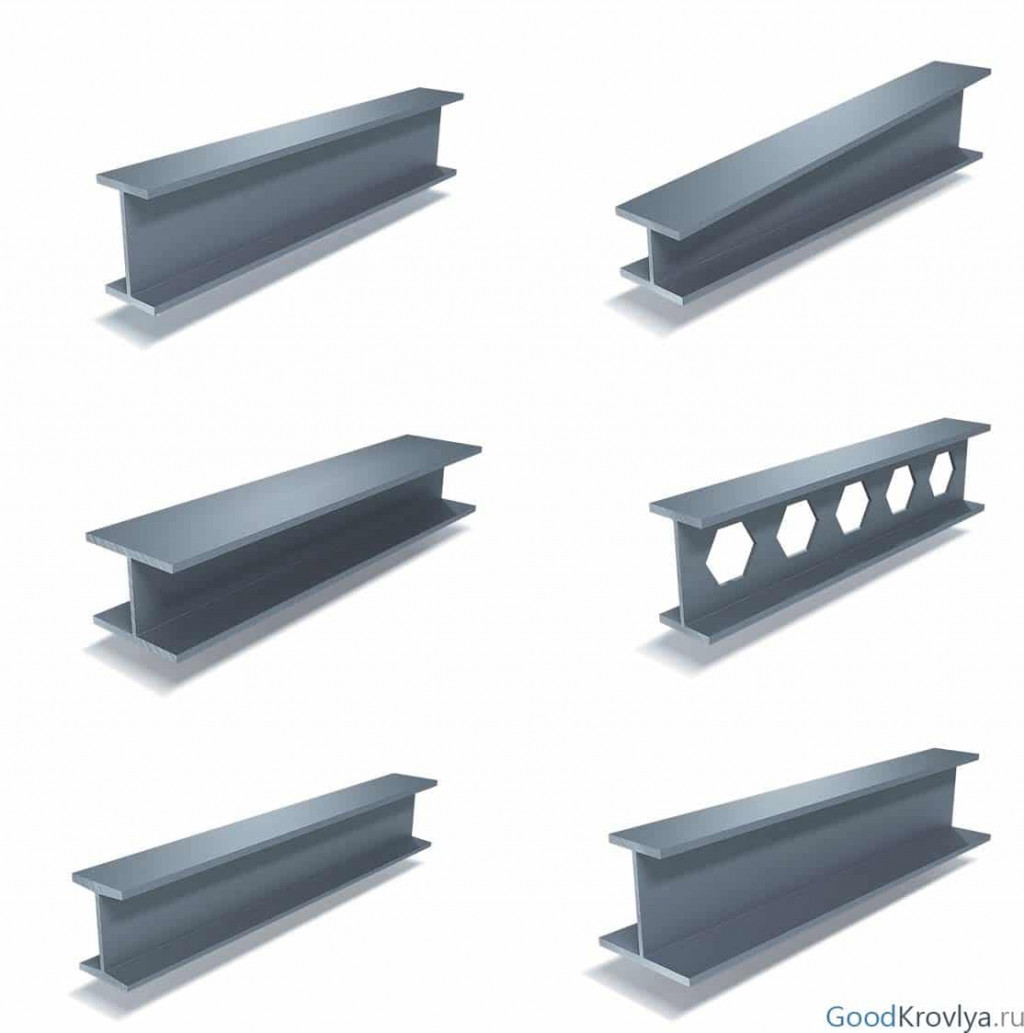
На данный момент в строительстве применяются следующие виды стальных балок:
- Для подвесных путей. Такая сварная двутавровая балка отличается от остальных небольшой длиной стенок по отношению к главной стенке. Применяются такие изделия для подвесных путей и горизонтальных перекрытий;
- Для армирования шахт;
- Нормальной ширины, когда стенки пропорциональны главной стенке;
- Для колонн;


Также существует классификация балок в зависимости от точности изготовления, различают:·
- Высокоточные изделия;
- Изделия обычной точности;

Содержание
- 1 Каталог
- 2 Балка двутавровая
- 3 Производство сварной балки
- 4 Особенности стыков балки при сварке.
- 5 Этапы изготовления
- 6 Процесс изготовления
- 7 Балка сварная: неограниченные возможности для заказчика
- 8 Сварной двутавр цена.
- 9 Технология производства сварных балок двутаврового сечения
- 10 Стыковка двутавровых балок
- 11 Расчет и изготовление сварного двутавра
- 12 ОСНОВНЫЕ БУКВЕННЫЕ ОБОЗНАЧЕНИЯ
- 13 Сварка двутавровых балок между собой
- 14 Возможности
- 15 Заключение
Каталог
- Быстровозводимые здания из металлоконструкций
- Гибка листового металла
- Гнутый швеллер
- Декоративные изделия
- Закладные детали
- Зернохранилища
- Лестницы и ограждения
- Металлические заборы
- Металлические колонны
- Металлические сваи
- Металлические фермы
- Металлообработка
- Мостовые конструкции
- Несущие строительные конструкции
- Обечайки
- Опоры ЛЭП
- Опоры трубопроводов
- Прожекторные мачты, молниеотводы
- Профиль с трапециевидным гофром ГОСТ 9234-74
- Профильная труба
- Сварная балка
- Секторные сварные отводы
- С — профиль
- Строительство автосалонов из металлоконструкций
- Строительные металлоконструкции
- Строительство ангаров и складов из металлоконструкций
- Швеллер нержавеющий
- Шляпный профиль
- Z — профиль
Балка двутавровая



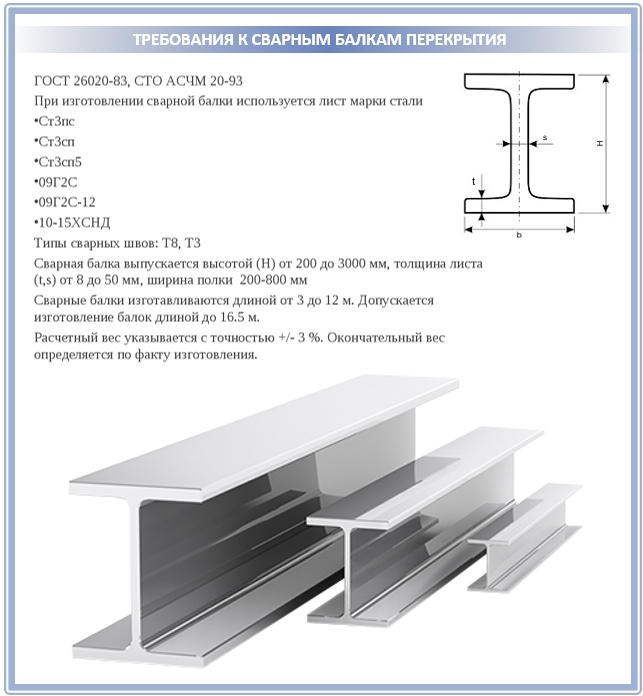
Балка двутавровая – фасонный сортовой прокат с «Н»-образным сечением, незаменимый при строительных работах. Производство стальных балок осуществляется методом горячей прокатки либо сварки из стали, состав которой нормирован ГОСТ 8239-89. Балка двутавровая классифицируется не только по методу производства (горячекатаная/сварная) по и по ряду других параметров. По типу полок (боковых граней) двутавры бывают равнополочные и неравнополочные. По типу граней: – Б – параллельные грани нормальные, – Ш – широкополочные грани (Ш), – М – монорельсовые, – К – колонные. В маркировке указывается высота балки и вид профиля по ширине полок (индекс после двух цифр). Наибольшую нагрузку выдерживают колонные балки, на чуть меньшие нагрузки рассчитаны широкополочные. Прокатная балка максимально экономична поскольку сейчас можно изготовить балки любой необходимой длины. Балки обычной и повышенной точности выпускаются необходимой длины шагом 50 см от 6 до 18 метров по предварительному заказу.
Производство сварной балки
Наш завод по производству сварных конструкций занимается производством балок самой разной конструкции. Любая сварная балка, которою мы изготавливаем, специально рассчитывается под условия эксплуатации и определенные нагрузки. Мы подберем для клиентов не только форму сварной балки, но подскажем, какой металл выбрать для сварного двутавра. Также, исходя из проектной документации, выберем оптимальное оформление сварной конструкции. Наш завод по производству балки возьмет на себя всю ответственность по изготовлению балок из любого типа металла.
Мы и наше производство обладаем всеми необходимыми производственными и техническими мощностями, которые гарантируют необходимые объемы готовых изделий из металлопроката (сварные конструкции), также их качество и надежность. Наши квалифицированные работники выполняют все виды сварочных работ, четко придерживаются данных из проектной документации. Автоматизированное производство позволяет изготавливать сварные конструкции (балки) самой разной сложности по индивидуальным параметрам.
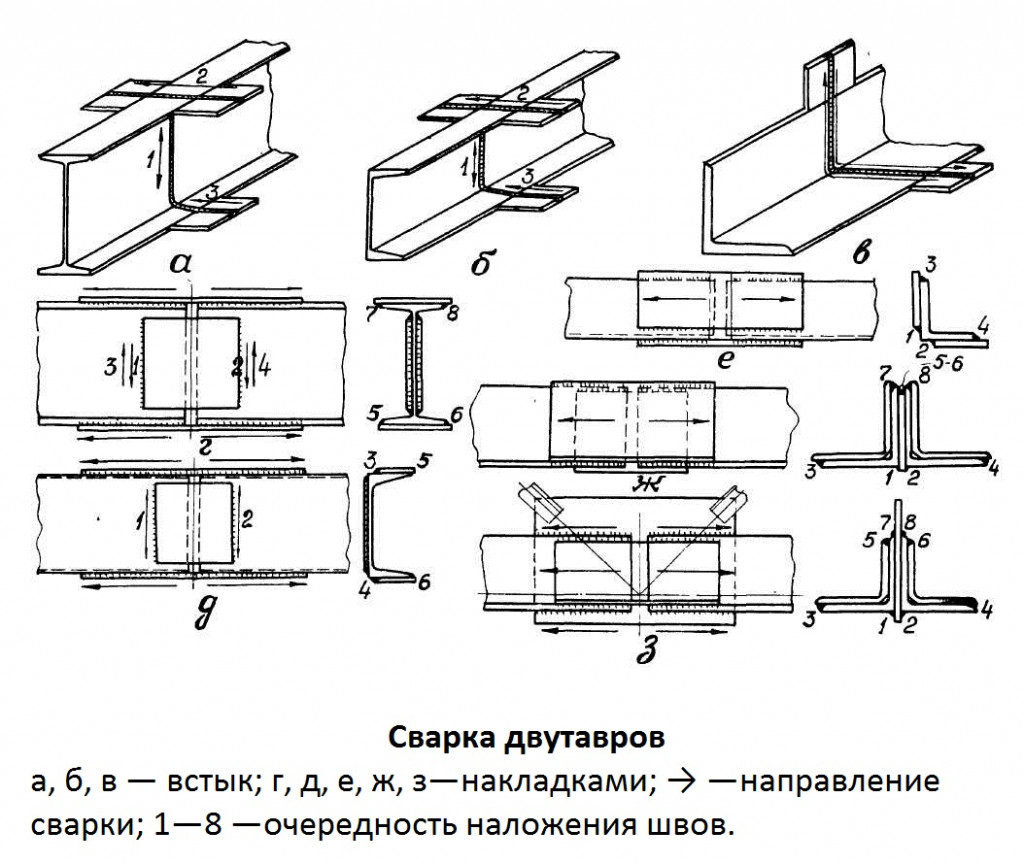
Особенности стыков балки при сварке.
При сварке балок обычно используют прямой сварной стык, который при дополнительных условиях может выполняться с использованием специальных накладок ромбической формы. Эти накладки используются для тех участков балки, на которые будет приходиться наибольшее напряжение.
Стыки поясов балки обычно выполняются равнопрочными швами. Хотим заметить, что в нижнем поясе они делаются чаще всего косыми, а верхнем – обычно прямыми.


Сварка стыков балки обычно производится определенным типом электродом, например Э42.
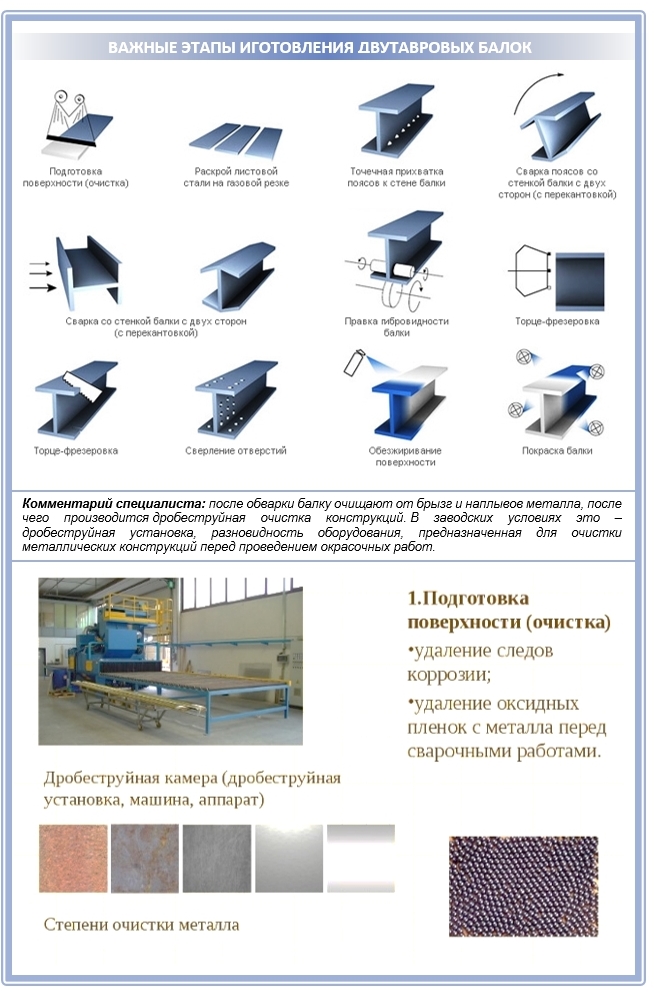
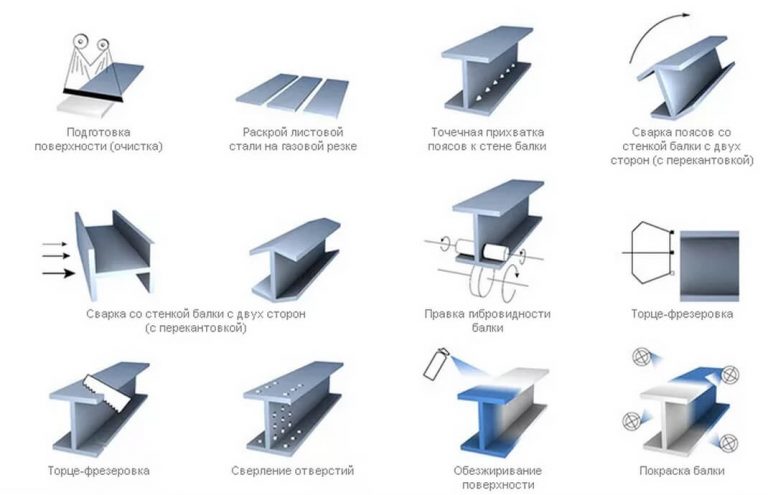
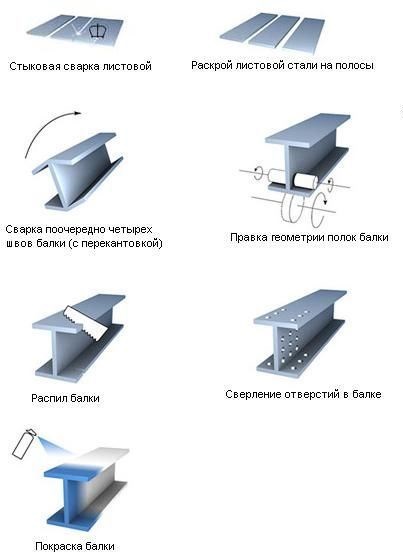
Этапы изготовления
- Создание заготовки. Листовая сталь для сварной балки поступает на агрегаты термической резки, где производится ее раскрой на продольные полосы-штрипсы с заданной длиной и шириной.
- Фрезеровка кромок. Металлический двутавр обрабатывается на специальном станке. Фрезеровка кромки необходима для того, чтобы обеспечить лучший провар шва при производстве балки.
- Сборка двутавра. Ее выполняют на специальных станах, обеспечивающих высокую производительность работ. Изготовление сварной балки осуществляется в два этапа: сначала собирают т-образный профиль, затем, после кантования, — н-образный. Для закрепления штрипсов в заданном положении используют гидравлические прижимные механизмы.
- Сварка двутавра. Процесс ведется на автоматических линиях, под флюсом, что обеспечивает высокое качество шва и прочность готовой сварной балки.
- Правка. В процессе производства полки двутавра могут несколько изменить форму вследствие термических деформаций. Поэтому после окончания работ он поступает на роликовый стан, на котором производится выравнивание.
- Очистка. После сварки поверхность двутавра может иметь загрязнения в виде окалины. Поэтому на завершающем этапе сборки сварной балки ее очищают пескоструйной установкой. Возможно нанесение на двутавровые конструкции антикоррозионных грунтовочных составов.
Готовый двутавр проходит визуальный и ультразвуковой контроль качества сварных швов.
Процесс изготовления
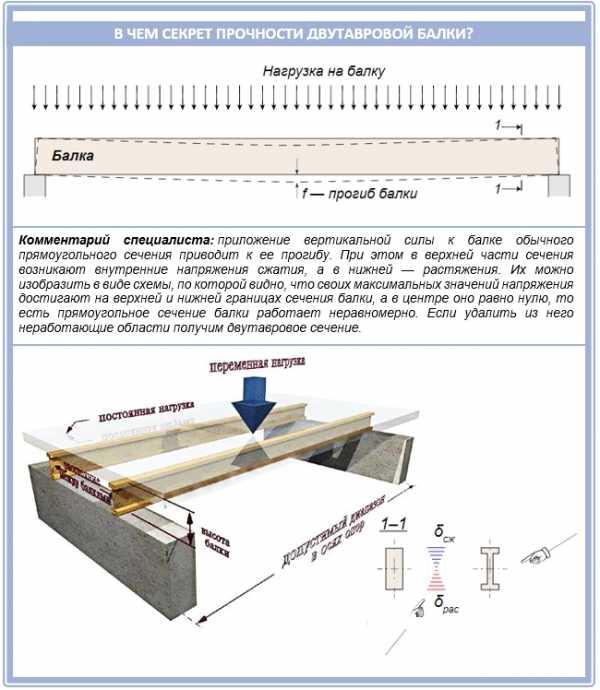
Изготовление сварной балки это достаточно сложная процедура, при выполнении которой необходимо учесть большое количество требований, таких как прочность, жесткость, плотность и другие. Однако самой главной характеристикой любой металлической балки является ее плотность, она должна быть максимально высокой. На данный момент ведутся разработки по созданию металлических балок, которые требуют меньший объем металла при одинаковых характеристиках прочности и жесткости.
Технология производства сварных балок очень проста и весьма экономична, в результате чего способна на конкуренцию с балками, изготовленными прокатным методом. Данная технология включает в себя следующие этапы:





- В качестве первой операции происходит расчет на прочность и жесткость, проверяются стали, которые идут на изготовление;
- Подготовка элементов двутавра, а именно резание металла на полосы, примерная скорость резания металлического листа равна 1 метру в минуту;
- Осуществление процесса фрезерования торцов элементов, входящих в конструкцию. Данная операция проводится для того, чтобы каждый свариваемый элемент легко и эффективно скреплялся с другим, образуя прочное и жесткое соединение, обработка торцов осуществляется на специальном торцфрезерном стане;
- Далее происходит сборка. Она должна быть очень точной, все детали должны располагаться строго перпендикулярно друг по отношению к другу, а также необходимо соблюдение симметрии стенок. Сборка может осуществляться вручную, если говорить о небольшом производстве, либо же с помощью автоматизированных машин, как это происходит на массовом производстве. В производстве применяется стан для сборки балок модели Z15, который имеет высокую производительность. Сборка в данном агрегате осуществляется в два этапа. Первый представляет собой сборку «Т» -образной балки, а на втором этапе к ней присоединяется дополнительная стенка и получается двутавр.
- Затем происходит процесс сварки балки. Технология сварки двутавровой балки может быть различна, поэтому на вопрос: «Как правильно сварить двутавровую балку?» существует много ответов. Сущесвуют приемы наложения швов в разной последовательности. Наиболее частыми способами являются:
- Сварка балки с наклоненным электродом. Данным методом может быть осуществлена одновременная сварка двух швов, однако швы получаются неглубокими;
- Метод «лодочки». Если сваривать балку этим способом, то будут обеспечены благоприятные условия для формирования глубокого шва, однако времени этот метод занимает гораздо больше, чем предыдущий;
- Сам процесс осуществляется с помощью промышленного сварочного аппарата, который сваривает детали под высоким давлением, существует некоторое количество вариантов агрегатов для исполнения процесса сварки на производстве. Это могут быть сварочные манипуляторы, отличающиеся высокой степенью автоматизации, самоходные трактора для сварки – самый надежный и простой способ, однако его применение в условиях массового производства нежелательно. На малых производствах сборка и сварка балок может осуществляться вручную, из-за чего их продукция зачастую очень дорогая.
- всех вышеописанных процессов происходит корректировка геометрии конструкции. В процессе сварки угол наклона между стенками может измениться, поэтому необходима их правка. Почти готовая металлическая конструкция подается в специальный правочный стан, который похож на прокатный, деталь проходит через систему роликов и на выходе получается готовый товарный продукт.
Балка сварная: неограниченные возможности для заказчика
Именно изготовление сварной балки предоставляет неограниченные возможности для индивидуального заказа: к примеру, профиля несимметричных размеров и необычного сечения. И если пожелания заказчика не укладываются в расчет сварной балки стандартного типа, она вполне может быть изготовлена по специальному проекту. Завод сварной балки горячекатаной далеко не всегда может предоставить клиенту такую свободу выбора.
Балка сварная, размеры и характеристики которой описаны в ГОСТах 23118-99 и 26020-83, по назначению, строению и функциям имеет классификацию, схожую с горячекатаной балкой. Она может быть:
— нормальной, — широкополочной или колонной, — с параллельными гранями полок или с их уклоном.
Кроме балок общего назначения выделяют изделия, пригодные только для работ по армированию шахт или для монтажа подвесных путей.
Двутавровая балка – популярная в строительстве опорная конструкция, которая используется при сооруженииколонн, эстакад, перекрытий, каркасов и других конструкций, выдерживающих значительные длительные нагрузки статистического и динамического характера. Составные сварные балки имеют такое же распространение как горячекатаные изделия, но кроме того обладают рядом преимуществ.
Сварной двутавр цена.
По требованию заказчика предоставляется сертификат соответствия и качества на листовой прокат. Цена за тонну рассчитывается по следующей формуле: цена = металл + работа. Так как цены на листовой прокат непостоянны, стоимость тонны зависит от текущих цен на листовой металлопрокат.Стоимость работы за тонну усеченного, перфорированного, биметаллического профиля, с ребрами жесткости или фланцевыми соединениями, определяется индивидуально под заказ, согласно техническому заданию. Под заказ также осуществляется обработка торцов, дробеструйная очистка и грунтование.


Технология производства сварных балок двутаврового сечения
Мелкие партии делают с применением электродуговой или аргоновой сварки в зависимости от марки металла, его способности свариваться.
Для изготовления сварных балок промышленным способом применяются специальные сварочные линии. Для защиты ванны расплава от окисления применяют флюсы.
Сварка балки в автоматическом режиме схожа с ручным изготовлением двутавра. Основные технологические этапы:
- раскрой листового проката на полосы необходимой ширины на терморезке с программным управлением, средняя скорость раскроя 1 м/мин.
- фрезерование торцов на торцефрезерных станках сокращает зазор стыка между стеной и полкой, улучшает качество сварки;
- процесс сборки двутавра осуществляется с большой скоростью на специальном станке, ленты металла фиксируют прижимные приспособления с гидравлическими усилителями; сначала делается т-образный стык, затем присоединяется вторая стенка; такую конструкцию удобно сваривать;
- сварные работы проводятся на автоматах портального типа двух видов: а) наклоненными электродами неглубоко проваривают сразу два шва; б) шов в «лодочку» создается поэтапно: сначала с одной стороны двутавровой перегородки, затем с другой; металл проваривается на большую глубину;
- завершающий этап – правка двутавровой балки на специальных роликах, устраняются небольшие перекосы, возникшие во время сборки и сварки профиля.
Производительность комплексных линий высокая, швы получаются прочные, процент брака невысокий.
Стыковка двутавровых балок
При строительстве многоэтажных зданий промышленного и гражданского назначения с большими пролетами, колоннами, массивными фермами используют двутавровые балки. В процессе монтажа их требуется стыковать друг с другом и другими строительными элементами. Монтажные стыки двутавровых балок, которые должны быть практически равнопрочными с телом металлопроката, выполняются сваркой или с помощью крепежных элементов. На строительной площадке изготавливать их сложнее, чем в заводских условиях, из-за необходимости четкого позиционирования и усиления стыковочных узлов.
Особенности стыкования двутавровых балок
Основной вариант использования фасонного проката с сечением Н-образной формы – в качестве элементов балочных клеток. Соединение балок в таких конструкциях осуществляется в горизонтальной плоскости или опиранием сверху.
В месте опирания для конца двутавра создают опорные ребра жесткости. Они служат для распределения и передачи нагрузки от двутаврового проката – опоре.
Особенности выполнения сварных соединений
Надежным способом создания узлов стыковки балок с двутавровым профилем является сварка. При выполнении сварки встык обязательно проводится контроль качества шва. Чаще всего для повышения надежности узла используют усиливающие накладки.
Один из вариантов удлинения двутавровой балки – приварка профильного проката с двух сторон к прокладке по периметру двутаврового профиля. Разделка кромок не требуется.
Второй способ – соединение двутавровых балок встык с последующей наваркой четырех укрепляющих накладок, подбор формы которых зависит от положения двутавра в пространстве. Накладки приваривают на каждую полку и на каждую сторону стенки.
Этапы производства работ:
- На кромках двутавра изготавливают скос, обеспечивающий хороший провар шва.
- Готовят накладки из листовой стали. Укрепляющие элементы прямоугольной формы, привариваемые на полки, должны иметь ширину полок, на стенку – высоту стенки.
- Накладки укладывают на шов, приваривают их по периметру, прижимая с помощью струбцины. Для удобства проведения работ накладки на стенку делают ромбовидными. Главное требование – накладка должна иметь форму, симметричную относительно продольной оси двутавра.
Сварка двутавровых балок с использованием накладок и прокладок применяется для создания конструкций, не подвергаемых значительным нагрузкам. Это связано с тем, что швы, по которым привариваются эти укрепляющие элементы, являются концентраторами напряжений. Еще одна проблема сварных швов – быстрое старение. Для борьбы с этим негативным явлением применяют грунтовочные составы.
Сварку выполняют при зафиксированном положении балок. Для этого их укладывают на жесткие основания, чаще всего – на специализированные стеллажи-фундаменты.
Особенности выполнения болтовых соединений
Для определения способа, как правильно стыковать элементы конструкции из двутавра, необходимо точно знать особенности эксплуатации объекта. Разъемный вид стыкования двутавровой балкиобычно применяется при монтаже конструкций, которые планируется несколько раз демонтировать и монтировать вновь. Выполняется с использованием накладок, имеет преимущества и недостатки.
Плюсы болтового соединения
- Относительная простота сборки, которую могут выполнить рабочие с невысоким уровнем квалификации.
- Отсутствие остаточных напряжений, имеющихся в сварном шве.
- Более простые мероприятия по проверке качества соединений, по сравнению с проверкой сварного шва.
- Отсутствие необходимости привлечения к работе квалифицированных сварщиков.
- Стойкость к ударным и вибрационным нагрузкам. Однако в сложных эксплуатационных условиях может потребоваться периодическая подтяжка крепежа.
Недостатки этого метода – более высокая (по сравнению со сваркой) трудоемкость и металлоемкость из-за необходимости использовать дополнительные усиливающие элементы, постепенное коррозионное разрушение крепежа, изготовленного из «черных» сталей.
Комбинированное стыкование двутавровых балок
Для создания крупногабаритных пролетов применяют способ комбинированного соединения двутавров, сочетающий стыкование на болтах и сварку. Порядок проведения работ:
- соединение балок с помощью накладок и резьбового крепежа из высокопрочной стали;
- сварка поясов;
- закрытие технологических окон с помощью накладок и прокладок.
Стыковка двутавровых балок, 5.0 из 5 — всего : 4
Расчет и изготовление сварного двутавра
Качественная саварка двутавровых балок для перекрытия потребует от вас большого внимания и ответственности. Вам нужно будет рассчитать все предстоящие нагрузку на конструкцию в общем и на места соединения сами балок.
На одно только проектирование и планирование двутавровых металлических сварных балок уходит очень много времени. А поэтому мы рекомендуем вам ориентироваться на габариты и предназначения готовой продукции от производителей.
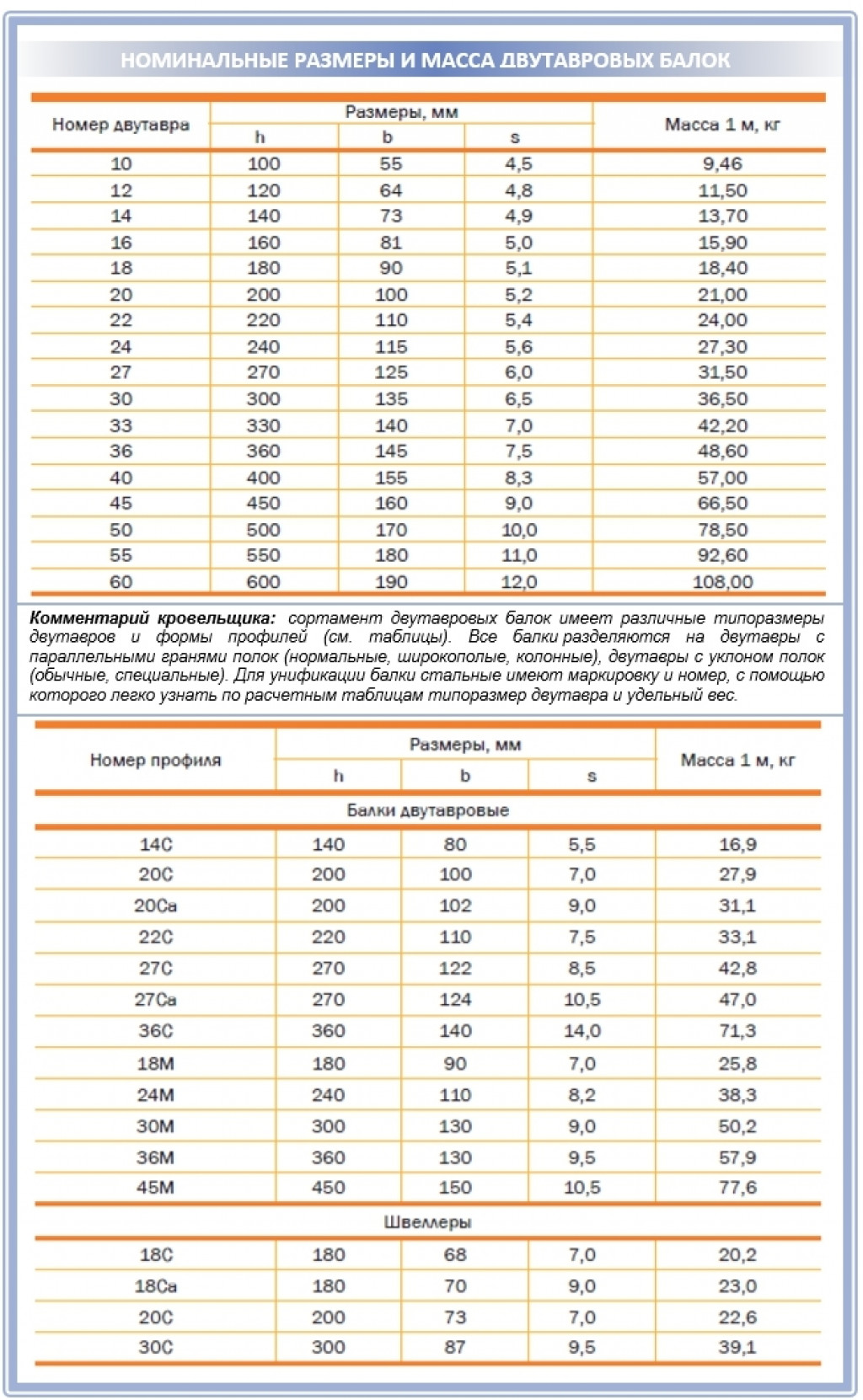
Современный рынок предлагает достаточно большое многообразие размеров готовых двутавровых балок со своими обозначениями и видами. Габариты балки определяют по номеру, который указывает расстояние между внешними гранями, параллельными друг другу.
Например, маркировкой К обозначает колонны и балки, которые должны выдерживать огромные нагрузки. Учитывайте, что существует также определенный вид балок, который применяется не для перекрытий, а для создания только тяжелого оборудования и машин. У таких балок свои нормативы изготовления и свойства.
Для меньших нагрузок подходят широкополочные конструкции. И прочность таких балок будет напрямую зависеть от длины, формулы поперечного профиля, задействования сырьевой базы и способов изготовления, т.е. технологии металлопроката. Вот стандартная сварная балка для частного домостроения:

Вот параметры стальных сварных двутавров для изготовления таких балок:
Как самостоятельно сварить балку?
Если у вас есть уже какое-либо опыт работы с подобным материалом, и вы хотите изготовить сварные балки для строительства своего дома самостоятельно, в качестве основы вам понадобится легированный стальной лист. Горячекатный метод изготовления в домашних условиях довольно сложен, поэтому вам действительно больше подойдет сварной. Это ответственная задача, поэтому если у вас есть возможность, рациональнее сразу пригласить опытного сварщика.

После того как будут готовы отдельные элементы, произведите сборку конструкции выбранным методом сварки. Сначала вам нужно будет установить вертикальную стенку и закрепить ребра жесткости и придавить все хомутами. Готовую балку обязательно нужно защитить специальным покрытием, чтобы в условиях агрессивной среды у нее не пошла коррозия.
Как избежать деформации?
Если допускать ошибки в процессе изготовления, то можно столкнуться с такими неприятными деформациями балки, которые в будущем значительно усложнят процесс монтажа:

Поясним подробнее. Ваша главное ваша задача при изготовлении сварных балок состоит в том, чтобы потом состыковать потом детали так, чтобы шов не работал на растяжение.
Еще учитываете такой немаловажный факт, что сама сварка дает некоторое напряжение в балке, и это не всегда заметно глазу. А поэтому желательно сразу же не приваривать к ней следующую деталь. Просто слегка выгоните шов назад, и балка будет ровной.
Сравнения: чтобы избежать каких-либо деформаций балки, особенно для обустройства междуэтажного перекрытия, в заводских условиях ее подвергают специальной обработке:

Если вы беретесь за изготовление такой балки самостоятельно, вам помогут во всем разобраться такие этапы:
ОСНОВНЫЕ БУКВЕННЫЕ ОБОЗНАЧЕНИЯ
M – момент, изгибающий момент;
N – продольная сила;
I_fx, I_fy- момент инерции расчетного сечения по металлу шва относительно его главных осей;
I_zx, I_zy- моменты инерции расчетного сечения по металлу границы сплавления относительно его главных осей;
R_u – расчетное сопротивление стали растяжению, сжатию, изгибу по временному сопротивлению;
R_un – временное сопротивление стали разрыву, принимаемое равным минимальному значению _т по государственным стандартам и техническим условиям на сталь;
R_wf – расчетное сопротивление угловых швов срезу (условному) по металлу шва;
R_wu – расчетное сопротивление стыкового сварного соединения сжатию, растяжению, изгибу по временному сопротивлению;
R_wun – нормативное сопротивление металла шва по временному сопротивлению;
R_ws – расчетное сопротивление стыковых сварных соединений сдвигу;
R_wy – расчетное сопротивление стыковых сварных соединений сжатию, растяжению и изгибу по пределу текучести;
R_wz – расчетное сопротивление угловых швов срезу (условному) по металлу границы сплавления;
R_y – расчетное сопротивление стали растяжению, сжатию, изгибу по пределу текучести;
R_yn – предел текучести стали, принимаемый равным значению предела текучести (_т) по государственным стандартам и техническим условиям на сталь;
W_f, W_z – моменты сопротивления расчетных сечений соответственно по металлу шва и по металлу границы сплавления;
K_f – катет углового шва;
l_w – длина сварного шва;
t – толщина;
_f, _z – коэффициенты для расчета углового шва соответственно по металлу и по металлу границы сплавления;
_c – коэффициент условий работы;
_m – коэффициент надежности по материалу;
_u – коэффициент надежности в расчетах по временному сопротивлению;
_wf , _wz – коэффициенты условий работы соответственно металла шва и металла границы сплавления;
wm – коэффициент надежности по материалу шва;
_zm – коэффициент надежности по материалу границы сплавления.
Сварка двутавровых балок между собой
Монтаж балочных металлоконструкций предусматривает соединение двутавров встык или под углом. Для усиления соединений используют металлические накладки – прямоугольники, вырезанные из листового проката.
Сварка балок встык проводится после обработки торцов. На них делают угловые скосы, чтобы шов хорошо проварился. Дополнительно на каждую из сторон стенок и обе полки обязательно крепят накладки, их приваривают для укрепления и защиты соединительного шва. При таком соединении несущая конструкция из двутавровых балок после сварки не снижается.
Под углом двутавры соединяют так, чтобы второстепенный опирался на главный. В верхней полке главного вырезают равнобедренный треугольник с вершиной в 90°. Его место займет аналогичная вставка второстепенного двутавра, срезы должны плотно прилегать друг к другу. Нижняя полка срезается на ½ ширины так, чтобы срез упирался в полку главной двутавровой балки. Сварка проводится заподлицо. Усиливается соединение нижней накладкой.
Второстепенный швеллер приваривается к опорному двутавру под углом 90°. Сначала стыкуют верхнюю полку швеллера с балочной полкой, срезая их под углом 45°. Нижние полки соединяются так, чтобы швеллер упирался в стенку двутавровой балки, лишнее срезается. Затем наваривается нижняя укрепляющая накладка.

В горизонтальном положении сварку проводить легче. Продольная ось искривляется минимально. При вертикальной сварке возможен прогиб поперечин, поэтому проводят разметку всех ребер жесткости.
Накладки для сварки двутавра выкраиваются в форме ромба, размещаются симметрично продольной оси. Обвариваются косыми швами по всему периметру. Накладки концентрируют напряжение у швов, компенсируя изменившуюся после сварки форму сечения.
Двутавровые балки рассчитывают на большую нагрузку. При работе с ними необходимо придерживаться разработанной технологии. Она учитывает распределение усилий по направляющим. Качественно выполненные сопряжения – залог долгой эксплуатации металлоконструкций.
Возможности
Помимо преимуществ использование стальных балок, выполненных сварным способом, позволит каждому покупателю:
- Увеличить широту пролета здания, так как они имеют большую длину;
- Заказывать различные параметры и размеры, существует огромное количество ГОСТов на двутавры, так что каждый заказчик сможет найти подходящие параметры;
- Архитектура сооружения, как уже было сказано выше, может быть совершенно разнообразной.





Таким образом, сварная балка имеет огромное количество преимуществ, из-за чего чему нашла широкое применение во всех областях строительства. Использование сварных балок помогло человеку улучшить качество конструкций зданий и различных сооружений, повысить их безопасность, а следовательно, и безопасность для людей.
Сварная балка – изделие высококачественного сортового металлопроката, которое имеет Т-образную форму, изготавливается методом холодного и горячего изгиба, соответствует ГОСТ 26020-83 и используется для укрепление несущих метало- и бетонных конструкций.
Заключение
Двутавровые балки, сваренные с соблюдением всех норм строительства, станут хорошей заменой обычным перекрытиям между этажами. Без учета большого числа особенностей и нужных расчётов крыша, основанная на неправильных балках, точно долго не проживет.
Покупать двутавры лучше у проверенных поставщиков или производителей. Если их качество покажется вам сомнительным, вы будете вправе вернуть или заменить их. А крупные заводы всегда имеют сертификаты, подтверждающие, что их изделия соответствуют нормам ГОСТов.
Варить балки на стройке не стоит, если у вас недостаточно опыта. Лучше закажите их в строительном магазине или найдите надёжного рабочего для этой задачи.
Источник










